Item Description
Sand casting method utilizes the eco-friendly sand or dry sand to make the molds for casting molten metals. Most of castings are produced by this outdated but new casting process. Sand casting is 1 of the most well-liked and simplest kinds of casting. Sand casting allows for smaller batches than permanent mold casting and at a really sensible value.
Owing to its properly-suited for complex geometries, sand casting approach requires gain of compact sand, refractory and recyclability to create comparatively considerably less expensive molds with fast tooling growth and design modifications at a aggressive value. For some wanted castings of large dimension and weight, the sand casting approach is the initial option we should feel when we pick the ideal production methods.
The are many sand casting procedure based on various mildew materials. At KarryCorp Foundry, we can continue the sand casting method by eco-friendly sand casting, pre-coated resin sand casting and furan resin sand casting. The pre-coated resin sand casting is also called shell molding casting or shell casting. The shell casting procedure has much much better floor for the concluded castings.
In our large-tech services, we offer each automated machine and manual molding operations in our resin sand casting procedures. KarryCorp can pour grey and ductile iron castings using our no-bake approach up to 1 ton completed excess weight in gray iron castings and ductile iron castings, and up to .5 tons in steel castings and stainless metal castings.
KarryCorp is focused to the quality of our work, and our dedication to CZPT ensures the highest client fulfillment. As a international leader in high-precision, substantial-complexity, and mission-critical casting and machined metal components, we strive to fulfill and exceed the needs of our buyers.
What We Can Obtain by Sand Casting
What Metallic and Alloys We Forged by Sand Casting
• Gray Solid Iron: HT150, HT200, HT250, HT300, HT350 EN-GJL-a hundred, EN-GJL-150, EN-GJL-200, EN-GJL-250, EN-GJL-300, EN-GJL-350 GG10, GG15, GG20, GG25, GG30,GG35, GG40.
• Ductile Solid Iron (Nodular Solid Iron): GGG40, GGG45, GGG50, GGG60, GGG70, GGG80 EN-GJS-400-18, EN-GJS-forty-15, EN-GJS-450-10, EN-GJS-five hundred-7, EN-GJS-600-3, EN-GJS-seven-hundred-2, EN-GJS-800-2 QT400-18, QT450-ten, QT500-7, QT600-3, QT700-2, QT800-2
• White iron, compacted graphite iron and malleable iron.
• Malleable Forged Iron
• Carbon Steel, Alloy Steel
• Aluminium and Its Alloys
• Brass and Copper-based Alloys
• Stainless Metal / Duplex Stainless Steel
• Other Alloys as request or in accordance to ASTM, SAE, AISI, GOST, DIN, EN, ISO, and GB.
How We Inspect the Sand Castings
Our Spectrometer checks twenty chemical elements and metallurgical microscope creates higher-resolution pictures 1,000 occasions magnified, and our cleanliness meter determines particle measurement and amount to guarantee components meet up with or exceed the global regular. RMC use ultrasonic detectors to discover flaws, and have X-ray equipment and accelerators that can scan castings with two hundred mm maximum wall thickness.
RMC has a complete selection of inspection capabilities in house, which consist of:
– Spectrographic and manual quantitative analysis
– Metallographic examination
– Brinell, Rockwell and CZPT hardness inspection
– Mechanical property investigation
– Low and typical temperature effect screening
– Cleanliness inspection
– UT, MT and RT inspection
Methods of Sand Casting Procedure
one- Making Sample
Designs produced of wooden, resin (plastic) or aluminium could be used to make in the course of the casting. Generally, the expenses of the aluminum patterns will be the maximum, but it is the most suited process if the clients require 1000’s of castings with higher dimensional tolerances and greater floor high quality.
two- Molding Process
The resin sand will be combined by the sand treatment gear, then shoot into the sand boxes (flasks). The molding employees will guarantee the sand can be stuffed to all positions, and make the sand as reliable as feasible.
3- Self-Hardening of Resin Sand Mould
Soon after molding by employees, the sand is even now unfastened. Then, the sand mold will be coated by a type of alcohols based coating, right after burning, the resin sand mould will turn into extremely solid. This is why this casting procedure is referred to as as challenging mildew casting method, also known as as self-hardening sand mold.
4- Melting and Pouring
Just like the sand casting approach, medium frequency electrical furnaces are employed to soften irons for resin sand casting process.
5- Sand Blasting, Cleansing and Grinding
The shot blasting method is to remove the sand and oxides, then the workers will reduce off the gating programs, and grind the gating positions and parting strains. Last but not least, the rough castings will be finished. If secondary processes like machining or floor therapy are required, these full castings will be taken to the next workshops.
What Facilities We Rely On for Sand Casting
In RMC, we utilize the skilled products to assemble the computerized casting manufacturing traces. We have 2 generation strains for sand casting, the vertical computerized sand casting line and the horizontal computerized sand casting line. These hugely structured products aid us to produce the casting elements of substantial quality and huge volume. These products can cast a diverse materials these kinds of as grey iron casting, ductile iron casting, carbon metal, alloy steel, stainless metal, aluminium and brass.
| Description | Molding by hand | Molding by Automatic Machines |
| Max size of Castings | 1,500 mm × 1000 mm × 500 mm | 1,000 mm × 800 mm × 500 mm |
| Casting Weight Range | 0.5 kg – 1,000 kg | 0.5 kg – 500 kg |
| Annual Capacity | 5,000 tons – 6,000 tons | 8,000 tons – 10,000 tons |
| Casting Tolerance | On Request or Standard (ISO8062-2013 or GB/T 6414-1999) | |
| Molding Materials | Green Sand, Resin Coated Sand | |
| Casting Metal & Alloys | Gray Iron, Ductile Iron, Carbon Steel, Alloy Steel, Stainless, Al Alloys, Brass…etc. | |
| Description | Molding by hand | Molding by Automatic Machines |
| Max size of Castings | 1,500 mm × 1000 mm × 500 mm | 1,000 mm × 800 mm × 500 mm |
| Casting Weight Range | 0.5 kg – 1,000 kg | 0.5 kg – 500 kg |
| Annual Capacity | 5,000 tons – 6,000 tons | 8,000 tons – 10,000 tons |
| Casting Tolerance | On Request or Standard (ISO8062-2013 or GB/T 6414-1999) | |
| Molding Materials | Green Sand, Resin Coated Sand | |
| Casting Metal & Alloys | Gray Iron, Ductile Iron, Carbon Steel, Alloy Steel, Stainless, Al Alloys, Brass…etc. | |
Worm Shafts and Gearboxes
If you have a gearbox, you may be wondering what the best Worm Shaft is for your application. There are several things to consider, including the Concave shape, Number of threads, and Lubrication. This article will explain each factor and help you choose the right Worm Shaft for your gearbox. There are many options available on the market, so don’t hesitate to shop around. If you are new to the world of gearboxes, read on to learn more about this popular type of gearbox.
Concave shape
The geometry of a worm gear varies considerably depending on its manufacturer and its intended use. Early worms had a basic profile that resembled a screw thread and could be chased on a lathe. Later, tools with a straight sided g-angle were developed to produce threads that were parallel to the worm’s axis. Grinding was also developed to improve the finish of worm threads and minimize distortions that occur with hardening.
To select a worm with the proper geometry, the diameter of the worm gear must be in the same unit as the worm’s shaft. Once the basic profile of the worm gear is determined, the worm gear teeth can be specified. The calculation also involves an angle for the worm shaft to prevent it from overheating. The angle of the worm shaft should be as close to the vertical axis as possible.
Double-enveloping worm gears, on the other hand, do not have a throat around the worm. They are helical gears with a straight worm shaft. Since the teeth of the worm are in contact with each other, they produce significant friction. Unlike double-enveloping worm gears, non-throated worm gears are more compact and can handle smaller loads. They are also easy to manufacture.
The worm gears of different manufacturers offer many advantages. For instance, worm gears are one of the most efficient ways to increase torque, while lower-quality materials like bronze are difficult to lubricate. Worm gears also have a low failure rate because they allow for considerable leeway in the design process. Despite the differences between the two standards, the overall performance of a worm gear system is the same.
The cone-shaped worm is another type. This is a technological scheme that combines a straight worm shaft with a concave arc. The concave arc is also a useful utility model. Worms with this shape have more than three contacts at the same time, which means they can reduce a large diameter without excessive wear. It is also a relatively low-cost model.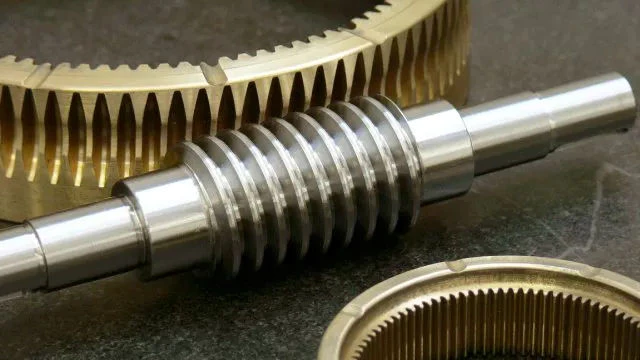
Thread pattern
A good worm gear requires a perfect thread pattern. There are a few key parameters that determine how good a thread pattern is. Firstly, the threading pattern must be ACME-threaded. If this is not possible, the thread must be made with straight sides. Then, the linear pitch of the “worm” must be the same as the circular pitch of the corresponding worm wheel. In simple terms, this means the pitch of the “worm” is the same as the circular pitch of the worm wheel. A quick-change gearbox is usually used with this type of worm gear. Alternatively, lead-screw change gears are used instead of a quick-change gear box. The pitch of a worm gear equals the helix angle of a screw.
A worm gear’s axial pitch must match the circular pitch of a gear with a higher axial pitch. The circular pitch is the distance between the points of teeth on the worm, while the axial pitch is the distance between the worm’s teeth. Another factor is the worm’s lead angle. The angle between the pitch cylinder and worm shaft is called its lead angle, and the higher the lead angle, the greater the efficiency of a gear.
Worm gear tooth geometry varies depending on the manufacturer and intended use. In early worms, threading resembled the thread on a screw, and was easily chased using a lathe. Later, grinding improved worm thread finishes and minimized distortions from hardening. As a result, today, most worm gears have a thread pattern corresponding to their size. When selecting a worm gear, make sure to check for the number of threads before purchasing it.
A worm gear’s threading is crucial in its operation. Worm teeth are typically cylindrical, and are arranged in a pattern similar to screw or nut threads. Worm teeth are often formed on an axis of perpendicular compared to their parallel counterparts. Because of this, they have greater torque than their spur gear counterparts. Moreover, the gearing has a low output speed and high torque.
Number of threads
Different types of worm gears use different numbers of threads on their planetary gears. A single threaded worm gear should not be used with a double-threaded worm. A single-threaded worm gear should be used with a single-threaded worm. Single-threaded worms are more effective for speed reduction than double-threaded ones.
The number of threads on a worm’s shaft is a ratio that compares the pitch diameter and number of teeth. In general, worms have 1,2,4 threads, but some have three, five, or six. Counting thread starts can help you determine the number of threads on a worm. A single-threaded worm has fewer threads than a multiple-threaded worm, but a multi-threaded worm will have more threads than a mono-threaded planetary gear.
To measure the number of threads on a worm shaft, a small fixture with two ground faces is used. The worm must be removed from its housing so that the finished thread area can be inspected. After identifying the number of threads, simple measurements of the worm’s outside diameter and thread depth are taken. Once the worm has been accounted for, a cast of the tooth space is made using epoxy material. The casting is moulded between the two tooth flanks. The V-block fixture rests against the outside diameter of the worm.
The circular pitch of a worm and its axial pitch must match the circular pitch of a larger gear. The axial pitch of a worm is the distance between the points of the teeth on a worm’s pitch diameter. The lead of a thread is the distance a thread travels in one revolution. The lead angle is the tangent to the helix of a thread on a cylinder.
The worm gear’s speed transmission ratio is based on the number of threads. A worm gear with a high ratio can be easily reduced in one step by using a set of worm gears. However, a multi-thread worm will have more than two threads. The worm gear is also more efficient than single-threaded gears. And a worm gear with a high ratio will allow the motor to be used in a variety of applications.
Lubrication
The lubrication of a worm gear is particularly challenging, due to its friction and high sliding contact force. Fortunately, there are several options for lubricants, such as compounded oils. Compounded oils are mineral-based lubricants formulated with 10 percent or more fatty acid, rust and oxidation inhibitors, and other additives. This combination results in improved lubricity, reduced friction, and lower sliding wear.
When choosing a lubricant for a worm shaft, make sure the product’s viscosity is right for the type of gearing used. A low viscosity will make the gearbox difficult to actuate and rotate. Worm gears also undergo a greater sliding motion than rolling motion, so grease must be able to migrate evenly throughout the gearbox. Repeated sliding motions will push the grease away from the contact zone.
Another consideration is the backlash of the gears. Worm gears have high gear ratios, sometimes 300:1. This is important for power applications, but is at the same time inefficient. Worm gears can generate heat during the sliding motion, so a high-quality lubricant is essential. This type of lubricant will reduce heat and ensure optimal performance. The following tips will help you choose the right lubricant for your worm gear.
In low-speed applications, a grease lubricant may be sufficient. In higher-speed applications, it’s best to apply a synthetic lubricant to prevent premature failure and tooth wear. In both cases, lubricant choice depends on the tangential and rotational speed. It is important to follow manufacturer’s guidelines regarding the choice of lubricant. But remember that lubricant choice is not an easy task.

